单迎春
Yingchun SHAN
通讯作者:
收稿日期:
2016-02-2
修回日期:
2016-03-22
网络出版日期:
2017-05-12
版权声明:
2017 《北京大学学报(自然科学版)》编辑部 《北京大学学报(自然科学版)》编辑部 所有
展开
摘要 研究组合工艺“A/O-混凝-BDD”对垃圾渗滤液中有机物和氨氮的处理效果, 优化各段工艺的运行参数。结果表明, 各工艺最佳运行条件: A/O 工艺水力停留时间(HRT)为 10.7 d, 回流比为3.5; 混凝剂工艺氯 化铁为混凝剂, pH=5.5, 添加量为0.4 g/L; BDD工艺电流密度为60 mA/cm2, 电极面积/反应体积为4 m-1。最佳工艺条件下进、出水 CODCr 平均浓度分别为 13375 和60 mg/L, 去除率为99.5%; 进、出水 TOC 平均浓度分别为 6893 和 12 mg/L, 去除率为 99.8%。进、出水氨氮平均浓度分别为 1889 和 0 mg/L, 去除率为100.0%。A/O、混凝和 BDD 对 CODCr 去除贡献分别为 59.0%, 32.9%和 7.6%, 对 TOC 去除贡献分别为50.5%, 46.1%和13.2%, 对氨氮去除贡献分别为84.3%, 2.5%和3.2%。
关键词:
Abstract Landfill leachate was treated by A/O-coagulation-BDD combined processes, and the operation parameters were optimized. The optimal HRT and sludge recirculation ratio was 10.7 days and 3.5 for A/O treatment process. Reaction pH and optimal dose of ferric chloride coagulation treatment was 5.5 and 0.4 g/L. The current density and A/V ratio (anode area/reaction volum) for best performance of BDD was 60 mA/cm2 and 4 m-1. CODCr concentration in raw leachte and final effluent were 13375 mg/L and 60 mg/L, with the removal efficiency of 99.5%. TOC concentration before and after treatment by combined treatment process were 6893 mg/L and 12 mg/L, with the removal efficiency of 99.8%. Ammonia nitrogen was completely removed by the combined treatment processes from 1889 mg/L to 0 mg/L. The contribution of A/O, coagulation, and BDD was 59.0%, 32.9%, and 7.6% for CODCr removal of total CODCr, was 50.5%, 46.1%, and 13.2% for TOC removal, was 84.3%, 2.5%, and 3.2% for ammonia nitrogen removal, respectively.
Keywords:
垃圾渗滤液的有机物浓度高、氨氮浓度高、含盐量高, 色度高, 是一种“四高”污染性难处理废水。垃圾渗滤液的处理技术主要包括生物处理法和物化处理法[1,2]。然而, 单一使用任何方法都不能使渗滤液处理出水达到《生活垃圾填埋场污染控制标准》(GB16889—2008)的要求。物化法一般只用于预处理或深度处理[3], 生物法仍是垃圾渗滤液最主要的处理方法, 但是, 常规生物方法存在工艺流程长、处理负荷低、运行不稳定、操作成本高、出水水质差等问题[1,2]。不同物化法和生物法组成的预处理—生物处理—后处理的工艺流程是目前垃圾填埋场常用的处理工艺[1,6]。生物工艺具有稳定性高、操作简单、成本低等优点, 在各种废水的处理中均作为主体工艺。用于垃圾渗滤液处理的生物工 艺主要是活性污泥法, 如 A/O[1,2]、SBR[1,2]和UASB[12]等。物化法对难生物降解的有机物和重金属去除效果较好, 通常作为预处理工艺来提高废水的可生化性, 或作为后处理工艺对生物出水进行深度降解。用于垃圾渗滤液处理的物化工艺主要有混凝沉淀法[4,7,13]、膜分离[8,10]和 Feton 氧化[4,13]等。此外, 物化法中的电化学氧化法能有效地降解难降解有机污染物, 且无二次污染[14], 在废水处理领域受到广泛关注。其中, 掺硼金刚石膜电极(Boron-doped diamond electrode, BDD)具有导电性好、电势窗口大、化学性能稳定、氧化能力强等优点, 是目前电化学性能最好的一种阳极材料, 在难降解有机废水处理方面具有巨大的潜力[1,2]。
本研究采用“A/O-混凝-BDD 组合工艺”处理垃圾渗滤液, 其中以缺氧-好氧工艺为主体, 去除渗滤液中可生物降解的有机物和氨氮; 辅以混凝工艺和BDD 电化学处理工艺, 对难生物降解的渗滤液A/O 工艺出水进行深度处理, 优化各段工艺的运行参数, 实现对有机物和氨氮的最大去除。该组合工艺综合考虑了垃圾渗滤液的水质特征, 采用生物-物化相结合的方式, 不仅工艺流程短, 而且能够高效地处理垃圾渗滤液, 因此具有一定的应用潜力。
实验用垃圾渗滤液取自深圳某垃圾填埋场调节池。该填埋场垃圾渗滤液产生量约为 30 m3/d, 水质指标如表 1 所示。该垃圾渗滤液中, 有机物和氨氮含量很高, 氮素污染物以氨氮为主, 磷浓度很低, 营养元素比例严重失调, 无机离子含量也很高。
本研究采用的工艺流程如图1所示。
图1 A/O-混凝-BDD组合工艺流程 Fig. 1 Flow chart of A/O-Coagulation-BDD combined treatment processes
1.2.1 A/O工艺
缺氧反应器和好氧反应器的有效容积分别为3.3 和 10.0 L, 均由有机玻璃制成。进水量由计量泵控制, 缺氧单元采用电动搅拌器进行搅拌, 溶解氧维持在 0.5 mg/L 以下。好氧单元采用曝气盘进行曝气, 溶解氧维持在 2.0~4.0 mg/L 之间。缺氧单元混合液经上部溢流至好氧底部, 好氧单元的混合液从反应器中部回流至缺氧单元底部, 将好氧硝化作用产生的硝酸盐回流至缺氧单元, 作为反硝化底物。好氧上部溢流出水即为生物工艺出水。
表1 深圳某垃圾填埋场渗滤液水质特点
Table 1 Characters of landfill leachate from landfill in Shenzhen
启动阶段, 在反应器中添加取自垃圾填埋场的好氧活性污泥, 首先对系统闷曝 2 天, 之后连续进水。在好氧反应器中添加菌剂 B30, 每天分别取进水、缺氧出水、好氧出水测定 CODCr、氨氮、总氮、总磷、pH 和电导率等水质指标。水力停留时间(HRT)和回流比是影响系统运行效果的主要参数, 因此对这两个参数进行优化。通过调节进水泵的流量, 将系统HRT分别控制在4.0, 6.4, 8.0和10.7 d, 研究不同 HRT 对系统去除主要污染物(CODCr、氨氮、总氮和总磷)的影响。在工程上, 回流比一般设定为 2~5[9]。本文研究回流比为 3.0 和 3.5 时的系统运行效果。
1.2.2 混凝工艺
混凝实验利用六联搅拌器(江苏省金坛市医疗仪器厂JJ-1型)进行搅拌, 实验装置为300 mL玻璃烧杯。反应条件为: 先快速搅拌(200 rpm) 6 分钟, 然后慢速搅拌(50 rpm) 20 分钟, 静置30分钟后取上清液测定TOC、色度和pH。研究3种常用混凝剂(氯化铁、聚合氯化铝和聚合硫酸铁)对渗滤液A/O工艺出水的处理效果。选用混凝效果最好的混凝剂, 优化其反应pH (4.0, 5.0, 5.5, 6.0和7.0)及添加剂量(0.2, 0.4和0.6 g/L)。
1.2.3 BDD工艺
由恒电位仪(上海精密科学仪器公司雷磁, DJS-292)提供恒定电流, 以有效面积 4 cm2的掺硼金刚石膜电极为阳极, Nb/BDD电极购自德国CONDIAS GmbH 公司。同等大小的不锈钢电极为阴极, 以100 和 300 mL 的烧杯作为反应容器, 同时磁力搅 拌以加速氧化剂的扩散。电解过程中, 间隔 2 小时取样一次, 记录仪器电压, 并测定样品 TOC 和 氨氮。
垃圾渗滤液中 pH、CODCr、氨氮、总氮、总磷等常规指标的分析方法参照《水和废水监测分析方法》(国家环保局, 2002)。TOC采用总有机碳/总氮分析仪进行测定, 测定方法为燃烧氧化法-非分散红外吸收法。
2.1.1 水力停留时间对系统运行效果的影响
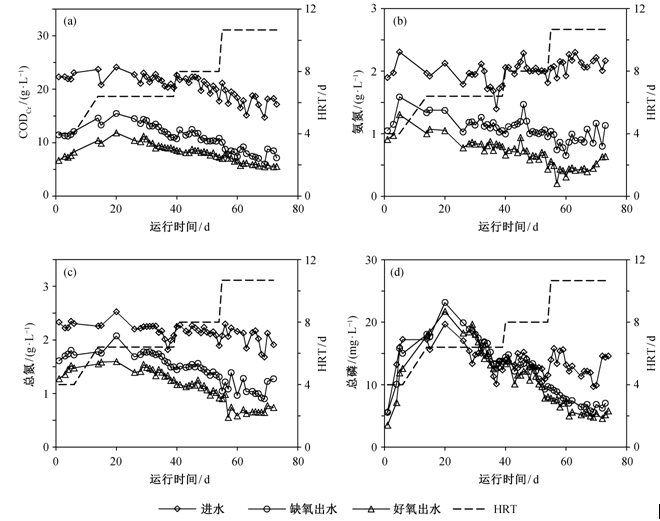
不同 HRT 时, A/O 工艺出水指标(CODCr、氨氮、总氮和总磷)随时间的变化如图 2 所示。在运行的前 55 天, 进水 CODCr 含量较稳定, 均值为21700 mg/L (17737~24104 mg/L), 之后由于环境温度的升高和储存时间增加, 进水 CODCr 含量略有下降, 均值为17952 mg/L (14696~21121 mg/L)。CODCr 去除主要发生在缺氧单元(图2(a)), 好氧单 元对 CODCr 去除的贡献仅为 10.0%左右, 这可能是污泥回流(回流比为 3.0)带来的稀释作用造成的。随着 HRT 增加, 系统对 CODCr 的去除率逐步增加(从 54.9%增加至65.2%)。
垃圾渗滤液进水氨氮含量为 1398~2307 mg/L, 均值为 2006 mg/L。与 CODCr 不同, 随着时间延 长, 原水氨氮含量变化不大(图 2(b))。当 HRT 从4.0 逐步增长到 10.7 d 时, 系统出水氨氮含量逐步降低, 氨氮去除率也明显增加(由 48.7%增加至78.7%), 这是因为 HRT 的增加延长了氨氮在好氧单元的时间, 使硝化细菌能够充分利用氨氮进行硝化作用。垃圾渗滤液进水总氮含量为 1678~2524 mg/L, 均值为 2144 mg/L。与氨氮一样, 进水总氮含量随时间的增加并未明显降低(图 2(c))。系统出水总氮含量随 HRT 增加而逐步降低, 系统对总氮的去除率由 38.1% (HRT=4 d)逐步增长到64.5% (HRT=10.7 d), 说明 HRT 增加使反应器脱氮能力增强。
垃圾渗滤液原水中总磷含量为 5.6~19.7 mg/L, 均值为 13.6 mg/L, 整体上波动很大(图 2(d))。当HRT 为 4.0 和 6.4 d 时, 系统出水总磷含量高于进水, 这是因为水力停留时间较短, 硝氮不能完全被反硝化作用去除, 聚磷菌会利用硝氮作为最终电子受体氧化有机质, 使除磷效果变差[20]; 当 HRT 增加至 8.0 d 时, 系统对总磷开始有一定的去除率; 当 HRT 进一步增加到 10.7 d 时, 系统对总磷去除率明显增加, 平均去除率为 52.4%。HRT 的延长使得兼性酸化菌能充分将污水中的大分子有机物水解为可供聚磷菌摄取的挥发性有机酸, 从而提高了磷的去除效果[20]。
图2 A/O工艺水质指标随HRT的变化(污泥回流比=3.0) Fig. 2 Changes of water quality in A/O treatment process at different HRT (sludge recirculation ratio=3.0)
综上所述, 系统HRT从4.0 d增加至10.7 d时, 增强了系统对垃圾渗滤液中碳、氮和磷的去除, 故HRT为10.7 d时, 可使系统对碳、氮和磷污染物实现最大程度地去除。卢利[9]采用UASB+BAF+A/O+ MBR 组合工艺处理垃圾渗滤液, 渗滤液中 CODCr 为 2265.9 mg/L, 氨氮为 213.5 mg/L, UASB中HRT为7 d, BAF中HRT为6 d, A/O工艺中HRT为6 d, MBR中HRT为12.5 d, 系统整体的HRT为31 d。即使在如此长的 HRT 条件下, 对于垃圾渗滤液的处 理效果仍然不理想。绍兴市大坞岱垃圾填埋场[6]采用两级厌氧+两级活性污泥法+混凝沉淀+生物氧化塘处理进水 COD 和氨氮浓度分别为 5800 和 800 mg/L 的渗滤液, 其中, 两级厌氧的 HRT 分别为18.8和20 d, 生物氧化塘HRT为12 d, 出水COD和氨氮浓度分别低于 150 和 250 mg/L。因此, 与已有研究相比, 本研究 A/O 系统的 HRT 在可接受范围内。
2.1.2 回流比对系统运行效果的影响
随着回流比的增加, 系统出水 CODCr 浓度基 本上不变, 而原水 CODCr 浓度降低, 导致 CODCr 去除率有所降低, 从 65.2% 降至 59.0% (图 3(a))。系统对氨氮的去除率随着回流比增加有所升高, 从78.7%增至84.3% (图 3(b)), 表明回流比增加有助于氨氮去除。随着运行时间的增加, 原水中总氮含量有所降低, 均值从 2038 mg/L 降至 1663 mg/L (图3(c)), 但系统对总氮去除率随着回流比增加而增加, 从 65.4%增加到 74.3%, 表明回流比提高可增强系统脱氮能力。原水中总磷含量均值随着运行时间增加变化不大, 但波动较大(图 3(d))。随着回流比增加, 系统对总磷的去除率变化不大(当回流比为 3.0时, 去除率为 53.0%; 回流比为 3.5 时, 去除率为52.4%)。
由以上分析可知, 当回流比从 3.0 增加到 3.5时, 系统出水 CODCr 含量基本上保持不变, 氨氮和总氮去除率均有所增加, 总磷去除率没有变化。这与文献报道结果一致, 如杨诗家[20]研究了 A/O 工艺中污泥回流比对系统处理模拟生活废水效果的影响, 发现当回流比从 0.75 增加到 3.00 时, 系统对CODCr 的去除率在小范围内波动, 对总磷的去除效果没明显影响, 对氨氮和总氮的去除率增加。
综上所述, A/O工艺在HRT为10.7 d、回流比为3.5时, 对渗滤液主要污染物(CODCr、氨氮、总氮和总磷)的去除程度最大, 对 CODCr 的去除率为59.0%, 对氨氮和总氮的去除率分别为 84.3%和74.3%, 对总磷的去除率为52.4%。
图3 不同回流比时的A/O工艺水质(HRT=10.7 d) Fig. 3 Water quality of A/O at different sludge recirculation ratios (HRT=10.7 d)
由于生物反应器出水中污染物含量仍然很高, CODCr 为 5471 mg/L, 氨氮为 296 mg/L, 总氮为 435 mg/L, 总磷为 6 mg/L, 远未达到国家排放标准(GB16889—2008), 因此选用混凝沉淀法对渗滤液A/O工艺出水进行深度处理。
2.2.1 不同混凝剂的处理效果
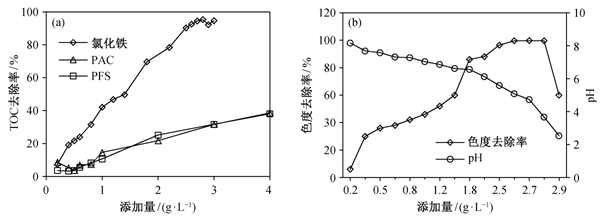
由图4(a)可知, 氯化铁对A/O工艺出水处理效果显著好于聚合氯化铝(PAC)和聚合硫酸铁(PFS), PAC和PFS只有在添加量很大时才对TOC有少量去除。众多研究表明, 铁盐做为混凝剂的效果比铝盐好[21,22]。因此, 选用氯化铁作为絮凝剂进行后续研究。由图4(a)可知, 当氯化铁添加量达到2.5 g/L时, 可将垃圾渗滤液TOC从3500 mg/L降至200 mg/L, 当添加量继续增加时, 出水中TOC不再下降。这是因为垃圾渗滤液中有机物与铁的氢氧化物最大程度地进行了结合。
由图 4(b)可知, 随着氯化铁添加量增加, 垃圾渗滤液色度逐渐降低, 这是由于垃圾渗滤液中形成色度的主要物质——腐殖质被沉淀去除[23]。当添加量达到 2.9 g/L 时, 色度反而增加, 去除率降低, 这是由溶液中过量的铁离子所致。由于 Fe3+水解, 溶液 pH 随着添加量的增加而降低。结合图 4(a)和(b)可知, 氯化铁不同添加量对 TOC 和色度的去除可以分为两个阶段: 当添加量为 0.2~1.4 g/L 时, TOC 和色度去除率随添加量呈直线增长; 当添加量在 1.8~2.9 g/L 范围内逐渐增加时, 对 TOC 和色度的去除增长缓慢。添加量越大, 成本越高, 故综合考虑氯化铁添加量的范围应为0.4~1.4 g/L。
2.2.2 氯化铁混凝剂pH及添加量优化
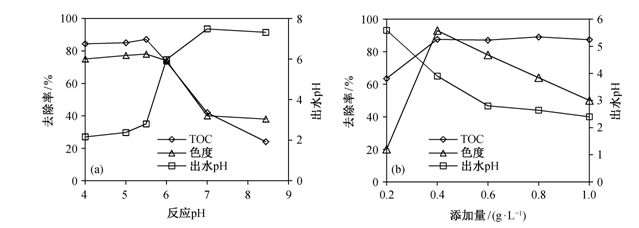
结合本文及文献[22,24]的结果, 固定氯化铁添加量为0.6 g/L, 研究不同pH条件下A/O工艺出水的处理效果。原水pH为8.4, 由图5(a)可知, 随着反应pH的降低, TOC 和色度的去除率逐步升高, 并在pH为5.5时, 去除率达到最大。因此最优反应pH为5.5, 这与文献[24,25,26]的结果一致。
图4 不同混凝剂对A/O出水的处理效果(a)和不同剂量氯化铁下色度和pH的变化(b) Fig. 4 Comparison of different coagulating agents (a) and changes of color and pH at different FeCl3 dosage (b)
图5(b)为pH=5.5时不同剂量氯化铁对TOC的处理效果。由图可知, 当添加量为0.4 g/L时, 出水TOC 降至最低, 当添加量继续增加时, 出水 TOC不再继续降低; 色度也在 0.4 g/L添加量时降至最低, 当添加量继续增加时, 色度不但没有继续降低, 反而有所上升。根据电荷中和理论, 当氯化铁添加到渗滤液中时, Fe3+及其水解产物能与带负电荷的胶体相互作用, 中和电荷; 当 Fe3+过量时, 渗滤液中的胶体吸附在 Fe 的阳离子水解产物上, 因带正电荷而相互排斥难以形成聚体沉淀下来[25]。因此, 本文在最优 pH 为 5.5 时的最佳添加剂量为 0.4 g/L。不同文献得出的氯化铁最优添加量相近, 且在0.4~0.6 g/L之间[21-22,24-25], 最优添加量的不同可能是处理垃圾渗滤液的有机物组成不同所致。
图5 pH(a)和氯化铁添加量(b)对TOC和色度去除的影响 Fig. 5 Effect of pH (a) and FeCl3 dosage (b) on the removal of TOC and color
综上所述, 3种混凝剂中效果最好的为氯化铁。最优反应pH为5.5, 最佳添加量为0.4 g/L。最优条件下可将渗滤液 A/O 工艺出水 CODCr 从5472 mg/L降至1075 mg/L, 去除率为80.4%; TOC从3413 mg/L降至235 mg/L, 去除率为93.1%; 氨氮从296 mg/L降至249 mg/L, 去除率为15.9%。
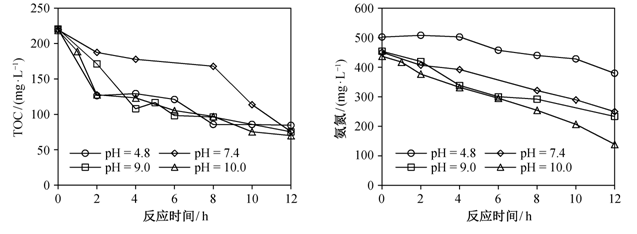
2.3.1 不同pH条件下处理效果
以 BDD 为阳极, 同等大小的不锈钢为阴极, 在电流密度为20 mA/cm2, 反应体积为250 mL条件下处理混凝处理后的渗滤液。对反应pH进行优化, 分别设定初始 pH 为中性(7.2)、碱性(9.0 和10.0)和酸性(4.8, 即不调节)。不同pH条件下, TOC和氨氮降解规律如图6所示。pH对TOC降解效果影响不大。虽然在 pH 为中性时, 前期降解较慢, 但经过12小时降解后, 不同pH水样 TOC 含量相近。这与 Zhou 等[18]和 Zhu 等[27]的研究结果一致, 即 pH 对于 BDD 电化学降解有机物的速率影响不大。与 TOC 不同, pH 对氨氮的降解影响明显, 当pH 从 4.8 增加到 9.0 时, 随着 pH 的上升氨氮的降解速率逐步增加; 当 pH 进一步增加到 10.0 时, 氨氮的降解速率没有明显增加。
Zhu 等[27]在用 BDD 电化学降解焦化废水生物出水时, 发现氨氮在酸性条件下几乎没有去除, 只能在中性和碱性条件下才能被去除。氨氮的去除机制包括直接氧化和间接氧化, 但以间接氧化为主[15], 而间接氧化主要靠活性氯的形成, 在电化学过程中, 溶液中的氯离子在阳极按照式(1)进行反应。当溶液 pH>3.3 时, 氯气经过歧化反应生成次氯酸(式(2)); 当溶液 3.3<pH<7.5, 主要以次氯酸形式存在; 当溶液pH>7.5时, 次氯酸将水解形成次氯酸根(式(3))。次氯酸通过与氨氮的反应重新生成氯离子 (式(4))。显然, 酸性条件对这几个反应都是不利的。在碱性条件下, 次氯酸将水解形成次氯酸根(式(3)), 而在酸性条件下, 次氯酸不稳定将变成氯气挥发出去。因此, 酸性条件不利于氨氮的去除。
Cl- → 0.5Cl2 + e- , (1)
Cl2 + H2O → HClO + H+ + Cl- , (2)
HClO → ClO- + H+ , (3)
2NH4+ + 3HClO = N2 + 3H2O + 5H+ + 3Cl- 。 (4)
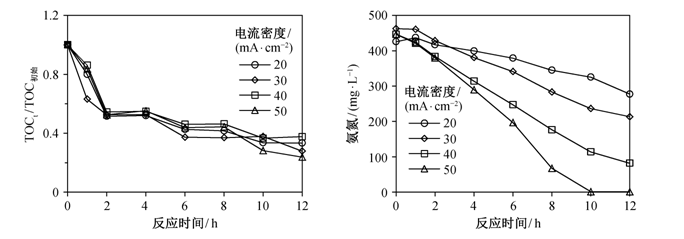
2.3.2 不同电流密度条件下的处理效果
电流密度对 TOC 降解效果没影响, 对氨氮降解效果影响较大(图 7)。随着电流密度增加, 氨氮降解速度变快, 在电流密度为 50 mA/cm2时, 经过10 小时的降解, 氨氮可完全去除。Cabeza 等[28]研究了电流密度对 BDD 电化学降解垃圾渗滤液中氨氮的影响, 当电流密度为 90 mA/cm2时, 经过 6 小时的反应, 可将氨氮从 1864 mg/L降至0 mg/L; 当电流密度为 60 mA/cm2时, 经过 8 小时的降解, 仍不能完全去除。Anglada 等[15]采用 BDD 电极处理生物处理后的垃圾渗滤液, 结果表明有机物和氨氮受电流密度影响较大, 且氨氮更明显。当电流密度从30 mA/cm2增加到45 mA/cm2时, 有机物的去除速率几乎不变; 当电流密度继续增加时, 有机物去除率才有所增加。这是因为较高的电流密度会改变有机物的去除机理, 在高电流密度下, 间接氧化作用增强。
图7 电流密度对电解效果的影响 Fig. 7 Effects of current densities on the efficiency of electrolysis
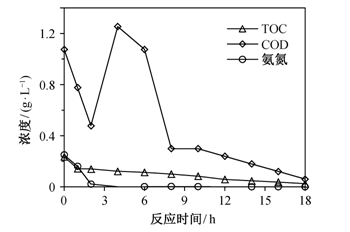
2.3.3 最优条件下BDD对混凝出水处理效果
在 pH 为 9.0 和电流密度为 50 mA/cm2条件下, 氨氮能够完全去除, 但渗滤液中有机物含量仍很高, 尚未达到国家排放标准(GB16889—2008)。故相应减小反应体积, 使得单位体积内羟基自由基浓度加大, 增强对渗滤液的处理效果。在电流密度为 60 mA/cm2, 电极距离为1 cm, 电极面积为4 cm2, A/V比为 4 m-1时, 氨氮经过2小时的降解即可完全去除, 经过 18 小时的降解, TOC 和 CODCr 含量分别为 12 和 60 mg/L, 低于国家排放标准(图 8)。BDD将混凝之后的渗滤液降解至排放标准所需的时间为18 小时, 能耗为 298 kWh/kgCOD。CODCr 在降解 4小时时浓度升高, 之后又逐步下降, Anglada 等[29]在用 BDD 电化学降解垃圾渗滤液时也发现这样的规律, 可能是因为渗滤液中某种组分(如酚、鞣酸类物质)的氧化聚合作用[30]。
图8 最优条件下BDD对TOC, COD和氨氮的去除效果 Fig. 8 Removal of TOC, COD and NH4+-N by BDD at optimum conditions
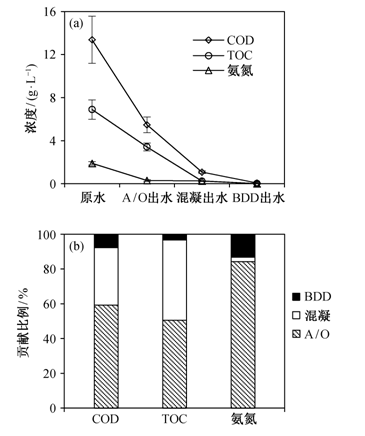
组合工艺的进水 CODCr 平均浓度为 13375 mg/L, 经过 A/O、混凝、BDD 三段处理后, 出水CODCr平均浓度分别为5427, 1075和60 mg/L (图9(a))。各工艺段去除的 CODCr 占进水浓度百分比如图9(b)所示。由图可知, A/O工艺对CODCr去除比例为 59.0%, 混凝工艺为 32.9%, BDD 工艺为7.6%, 总去除率为 99.5%。组合工艺进水 TOC 平均浓度为 6893 mg/L, 经过组合工艺处理后, 出水TOC平均浓度分别为 3413, 235 和 12 mg/L (图9(a)), 各工艺段对 TOC 去除贡献率分别为 50.5%, 46.1%和 3.2% (图 9(b)), 总去除率为 99.8%。组合工艺进水氨氮平均浓度为 1889 mg/L, 经过各工艺段处理后出水平均浓度分别为 296, 249 和 0 mg/L (图 9(a)), 各工艺段对氨氮去除的贡献率分别为84.3%, 2.5%和13.2% (图9(b))。组合工艺对氨氮总去除率达100.0%, 实现氨氮的完全去除。
图9 各工艺对主要污染物的去除贡献 Fig. 9 Removal percentage of main polluted matters by three treatment methods
组合工艺中, A/O 工艺对垃圾渗滤液中有机物(CODCr 或 TOC)和氨氮去除贡献率最大。混凝工艺主要去除了有机物(CODCr 或 TOC), 对氨氮去除效果较差。这是因为最优条件下, 混凝剂氯化铁带正电荷, 渗滤液中主要有机物腐殖质带负电荷可以与混凝剂相互中和形成沉淀被去除, 而 NH4+-N 携带正电荷, 与混凝剂相互排斥难以形成沉淀。BDD工艺对渗滤液中残留的各种难降解有机物均能够有效降解, 对有机物的达标排放至关重要。
组合工艺对渗滤液中主要污染物的去除效果较好, CODCr、TOC 和氨氮的去除率分别达到 99.5%, 99.8%和100.0%, 出水CODCr、TOC和氨氮含量分别为 60, 12 和 0 mg/L, 均低于国家排放标准。Hasar 等[7]采用硫酸铝混凝沉淀+氮吹脱+好氧/缺氧+MBR+RO组合工艺, 对COD和总氮的去除率分别为 90%和 92%; 卢利[9]采用 UASB+BAF+A/O +MBR组合工艺处理垃圾渗滤液, 对 CODCr、TOC 和氨氮去除率分别达到 76.4%, 56.4%和98.7%。与文献相比, 本文采用 A/O-混凝-BDD 的组合工艺不仅流程短, 而且处理效果好。目前实际应用的组合工艺中, 多采用膜工艺进行深度处理[31], 但运行能耗高, 且膜污染问题也会增加整个过程的处理成本[32,33], 因而处理成本高是膜工艺的主要问题之一。未来研究重点是降低处理成本, 尤其是 BDD的成本。本文采用的 BDD 工艺目前还缺乏实际应用, 虽然 BDD 电极在小试研究中对多种污染物均表现出优异的降解性能[32,33], 而且材料性能稳定, 但其实际应用的主要问题是 BDD 电极处理设备的产业化不足。
本研究采用 A/O-混凝-BDD 组合工艺处理垃圾渗滤液, 得到如下主要结论。
1) 系统HRT从4.0 d增加到10.7 d时, 可以提高 CODCr、氨氮、总氮和总磷的去除率; 回流比从3.0增加到 3.5 时, 系统出水 CODCr 和总磷的浓度基本上不变, 而对总氮和氨氮去除效果均增强。在HRT 为 10.7 d, 回流比为 3.5 时, A/O 工艺对 CODCr 去除率为 58.4%, 对氨氮和总氮去除率分别为84.3%和74.3%, 对总磷去除率为52.4%。
2) 氯化铁对渗滤液 A/O 工艺出水的处理效果显著好于聚合氯化铝和聚合硫酸铁。在最优条件 (pH为5.5, 添加量为0.4 g/L)下, 氯化铁对CODCr、TOC 和氨氮的去除率分别达到 80.4%, 93.1%和15.9%。
3) BDD 电化学实验表明: 由于氨氮去除主要靠活性氯的形成, 因此碱性条件有利于氨氮降解; 而酸性条件下次氯酸不稳定, 易形成氯气挥发出去, 不利于反应。电流密度越大, 氨氮降解速率越快。在电流密度为60 mA/cm2, 电极距离为1 cm, 电极面积为4 cm2, A/V为4 m-1时, 氨氮经过2小时降解即可完全去除, 经过 18 小时, TOC 和 CODCr 的含量分别被降解至 12 和 60 mg/L, 低于国家排放 标准。
4) 组合工艺对渗滤液 CODCr、TOC 和氨氮去除率分别为 99.5%, 99.8%和 100.0%, 出水 CODCr、TOC 和氨氮含量分别为60, 12和0 mg/L, 均低于国家排放标准。组合工艺中 A/O 工艺对垃圾渗滤液中有机物(CODCr 或 TOC)和氨氮去除贡献最大, 混凝工艺主要去除有机物(CODCr 或 TOC), 而 BDD对有机物达标排放起着不可或缺的作用。
The authors have declared that no competing interests exist.
垃圾渗滤液特点与处理技术比较
我国垃圾渗滤液的特点和处理技术探讨
Landfill leachate treatment methods: a review. Envir-onmental
Transfor-mation of pollutants in landfill leachate treated by a combined sequence batch reactor, coagulation, Fenton oxidation and biological aerated filter technology
Stripping/ flocculation/membrane bioreactor/reverse osmosis treatment of municipal landfill leachate
MBR-RO组合工艺深度处理垃圾渗滤液的研究[D]
垃圾渗滤液生物处理组合工艺对 PAEs 的去除特性研究[D]
Landfill leachate treatment with sequencing batch reactor and mem-brane bioreactor
Advanced treatment of landfill leachate by a new combination process in a full-scale plant
Post-treatment of anaerobically treated medium-age landfill leachate
Pilot study on the advanced treatment of landfill leachate using a combined coagulation, fenton oxidation and biological aerated filter process
电化学废水处理技术及高效电催化电极的研究与进展
Pilot scale perfor-mance of the electro-oxidation of landfill leachate at boron-doped diamond anodes
Integrated treatment of landfill leachates including electro-oxidation at pilot plant scale
Treatment of high-salinity reverse osmosis concen-trate by electrochemical oxidation on BDD and DSA electrodes
掺硼金刚石膜电极电化学氧化难降解有机污染物机理及废水处理研究[D]
AAO 工艺去除 17β-雌二醇与 17α-乙炔雌二醇的研究[D]
Appropriate combination of physico-chemical methods (coagulation/ flocculation and ozonation) for the efficient treatment of landfill leachates
Pretreatment of municipal landfill leachate by a combined process
混凝-生物脱氮联合工艺处理垃圾渗滤液的研究[D]
Colour, turbidity and COD removal from old landfill leachate by coagulation-flocculation treatment
Treatment of stabilized landfill leachate by the combined process of coagulation/flocculation and powder activated carbon adsorption
The application of bioflocculant for the removal of humic acids from stabilized landfill leachates
Advanced treat-ment of biologically pretreated coking wastewater by electrochemical oxidation using boron-doped diamond electrodes
Ammonium removal from landfill leachate by anodic oxidation
Boron-doped diamond anodic treatment of landfill leachate: evaluation of operating variables and formation of oxidation by-products
Diamado-poulos E, et al. Boron-doped diamond anodic treat-ment of olive mill wastewaters: statistical analysis, kinetic modeling and biodegradability
垃圾渗滤液处理工艺实例分析
垃圾填埋场渗滤液处理技术研究进展
膜生物反应器膜污染行为的识别与表征[D]
BDD电极的制备及其在超高浓度有机污染物废水处理中的研究[D]
BDD电极的制备及其在水处理中的应用基础研究[D]
掺硼金刚石薄膜电极处理难降解废水的研究[D]
/
University, Beijing 100871
1 材料与方法
1.1 实验水样
1.2 处理工艺
指标 波动范围 均值 CODCr/(mg·L-1) 11025~24104 18234 TOC/(mg·L-1) 5481~9485 7832 氨氮/(mg·L-1) 1398~2308 1969 总氮/(mg·L-1) 1335~2525 1991 总磷/(mg·L-1) 6~20 13 电导率/(μs·cm-1) 31200~45900 38909 pH 7.9~8.6 8.2
1.3 分析方法
2 结果与讨论
2.1 A/O工艺对垃圾渗滤液的处理效果
2.2 混凝工艺对垃圾渗滤液 A/O 工艺出水处理效果
2.3 BDD 工艺对垃圾渗滤液混凝出水处理效果
2.4 各工艺段对污染物去除的贡献分析
3 结论
参考文献
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
[23]
[24]
[25]
[26]
[27]
[28]
[29]
[30]
[31]
[32]
[33]
[34]
[35]
[36]

〈
〉


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}